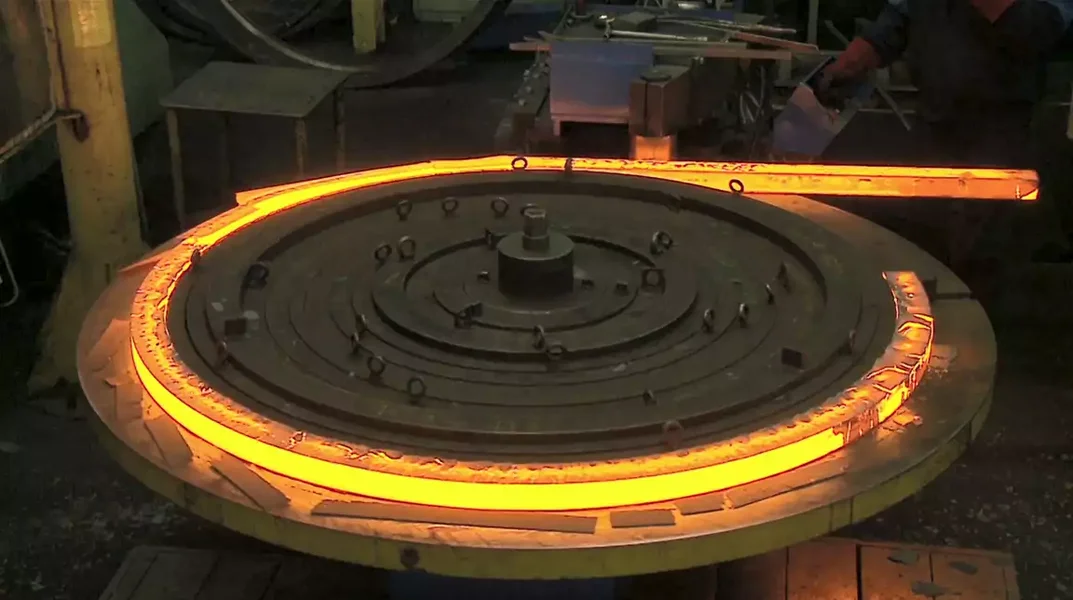
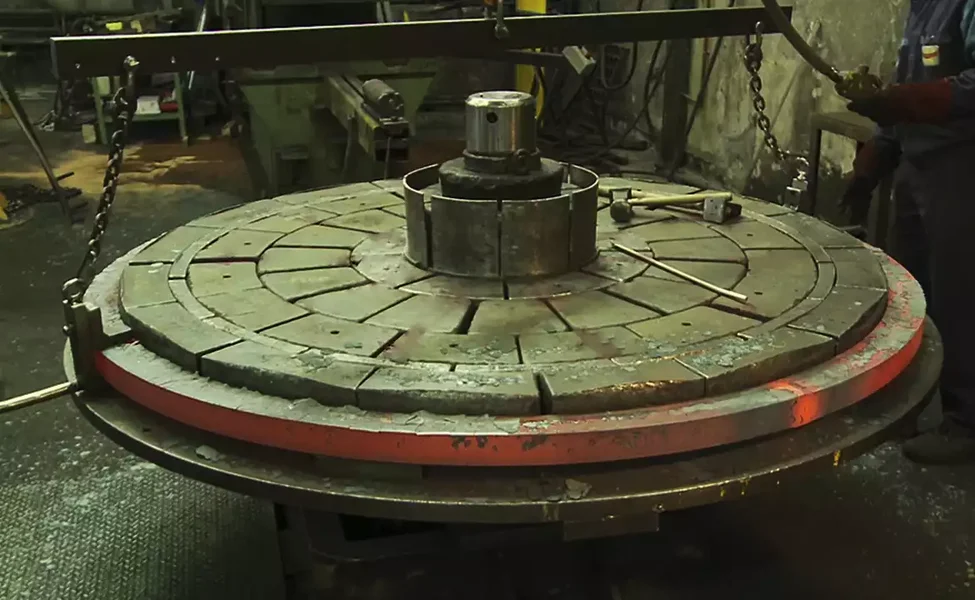
IBF France réalise des couronnes et brides roulées soudées par étincelage. Cette technique nous permet à partir d'un plat (oxycoupé ou laminé), chauffé à cœur dans nos fours, de cintrer en forme de couronne sur une rouleuse, puis de souder par étincelage, sans apport de métal.
Avant de terminer la bride brute, des opérations "d'ébavurage", de "calibrage" et de "planage" sont nécessaires, ce qui nous permet de garantir une tolérance de planéité, circularité et ovalisation sur nos pièces brutes de l'ordre de 1,5 mm.
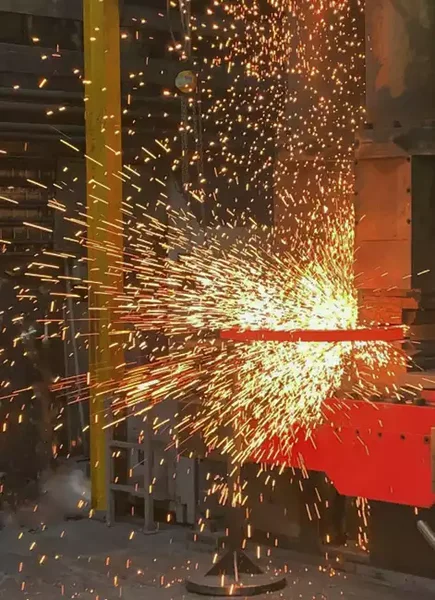
Qu'est ce que l'étincelage ?
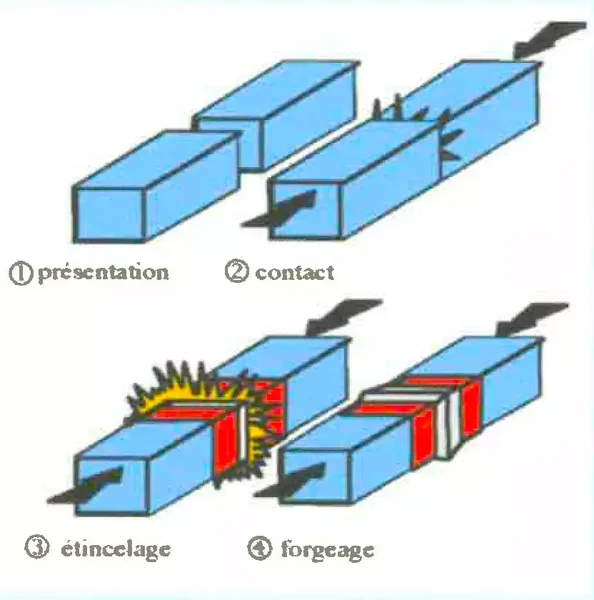
Le soudage par étincelage appartient au groupe des procédures de soudage en bout. Il s'effectue sans métal d'apport et comporte deux phases distinctes : le chauffage et le forgeage.
L'énergie nécessaire à la montée en température de la zone à souder est obtenue par effet Joule dû au passage à travers la pièce, d'un courant basse tension et de forte intensité. Lors de cette opération, il se produit des étincelles avec éjection et vaporisation du métal fondu vers l'extérieur du joint, c'est l'étincelage.
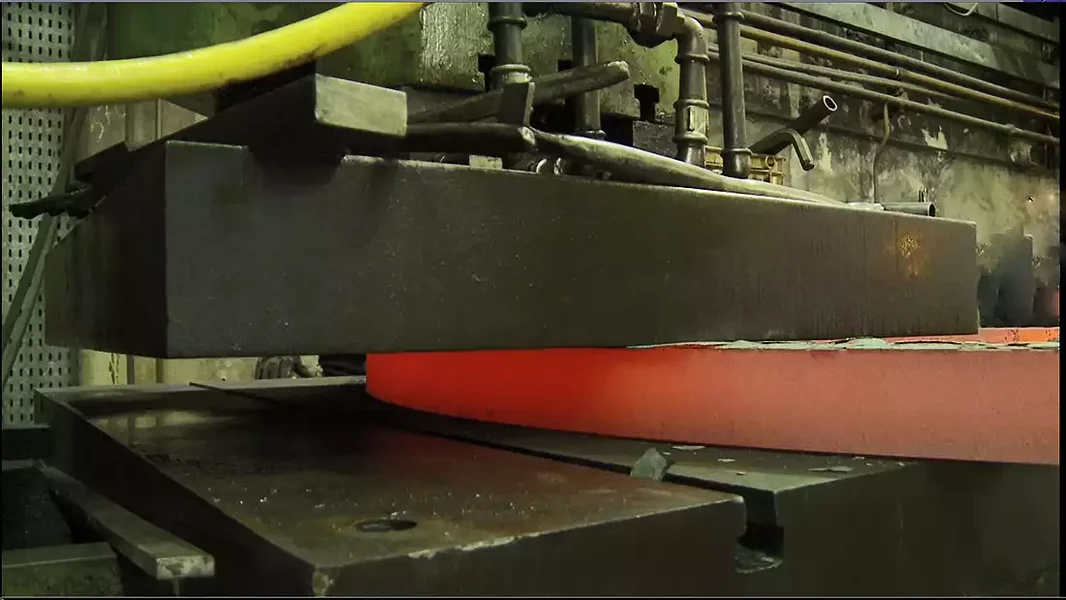
Dès la fin de l'étincelage, un effort de refoulement est appliqué, repoussant sous forme de bavure la mince couche de liquide qui demeure à la surface de contact, la soudure est réalisée.
Le procédé

1ère étape
2e étape
3e étape
4e étape
5e étape
Soudure par étincelage
Avantage du procédé :
- Réduction des coûts de la matière première grâce à des besoins en surépaisseurs très faibles pour obtenir la pièce usinée
- Soudure sans métal d'apport (homogénéité de l’alliage)
- Caractéristiques mécaniques dans la ZAT (zone affectée thermiquement), et dans la zone soudée proche de celle du métal de base.
- Structure forgée dans la zone soudée (pas d'inclusion d'oxydes)
- Très peu d'inclusions solides ou gazeuses
- Délais de fabrication très courts (2 semaines pour pièces brutes, 3 semaines pour pièces usinées)